PROCESSES
|
|
|
|
||||
| SUGGESTIONS | CATALOGUE | MATERIALS
& PROCESSES |
COMPANY | NEWS | CONTACTS | ||
|
|
|
CHEMICAL NICKEL PLATING |
||||||||||||||||||||||||||||||
 |
GENERAL DESCRIPTION OF TREATMENT The process of chemical nickel-plating aims at creating deposits of nickel (nickel phosphorous alloy) with special properties of uniformity and hardness. |
||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||
|
COATING DISTRIBUTION AND CHARACTERISTICS
|
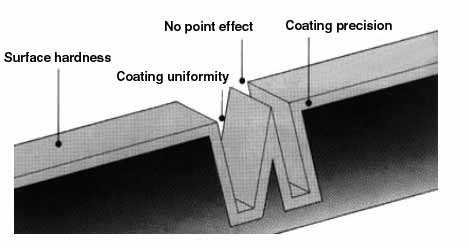
As this is a chemical and not electrolytic process, an extremely uniform coating thickness is obtained (avoiding subsequent need for grinding after application) regardless of the geometry of the part, thereby avoiding the problems related to electrolytic treatments.
It therefore represents the ideal solution for problems of wear in holes, undercut zones and parts with complex shapes. The only condition required to ensure constant application is that there is a solution exchange in the area concerned. The deposition can be made by frame or tumbler, depending on the characteristics of the article and client requirements. |
||||||||||||||||||||||||||||||
| PHYSICAL CHARACTERISTICS |
|
||||||||||||||||||||||||||||||
| MECHANICAL PROPERTIES | A chemical nickel deposit has a hardness of 500-600 HV, equal to only the best hardened steels. The hardness can be increased by applying a heat treatment (annealing) on the coated part at a temperature of 400° C for 1 hour or at lower temperatures (min. 280°C) for 8 hours, to obtain around 900 HV , values similar to those reached with thickness chrome-plating. The heat treatment also contributes to optimal resistance to wear. | ||||||||||||||||||||||||||||||
| REACTION TO CORROSION | Tests in saline mist have shown that chemical nickel is superior as regards resistance to corrosion with respect to electrolytic nickel coatings of the same thickness. This is because chemical nickel is less porous than electrolytic nickel in coatings of the same thickness. Resistance to corrosion also depends greatly on the cycle used for surface preparation (e.g. polished surfaces with respect to sanded surfaces). Resistance to corrosion is improved if the part does not undergo annealing. |
||||||||||||||||||||||||||||||
| FINISHES |
The following table illustrates the types of finishes currently possible
|
||||||||||||||||||||||||||||||
| COMPATIBLE MATERIALS | The following materials can be coated after suitable treatment: • Iron • Carbon steel, also heat treated • Cast irons • Copper and related alloys • Brass • Aluminium and related alloys |
||||||||||||||||||||||||||||||
| HEAT TREATMENTS AFTER NICKEL-PLATING |
With the aim of improving adherence of the nickel coating after deposition, a dehydrogenisation treatment should be performed as stated in the table below. The hardness of the nickel layer may be increased by applying treatments at temperatures above 280 ° C; in this case the base material characteristics must be taken into account, as mechanical properties and dimensions may change.
|
||||||||||||||||||||||||||||||
| DIMENSIONAL CONSTRAINTS |
Bettini can currently nickel plate parts with the maximum dimensions specified below: |
||||||||||||||||||||||||||||||