PROCESSI
|
|
|
|
||||
| SUGGERIMENTI | CATALOGO | MATERIALI & PROCESSI |
AZIENDA | NOVITÁ | CONTATTI | ||
|
|
|
|
NICHELATURA CHIMICA |
||||||||||||||||||||||||||||
 |
DESCRIZIONE GENERALE DEL TRATTAMENTO Il processo di nichelatura chimica ha come scopo quello di realizzare depositi di nichel (lega nichel fosforo) con caratteristiche peculiari di omogeneità e di durezza. |
||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||
|
DISTRIBUZIONE E CARATTERISTICHE DEL DEPOSITO
|
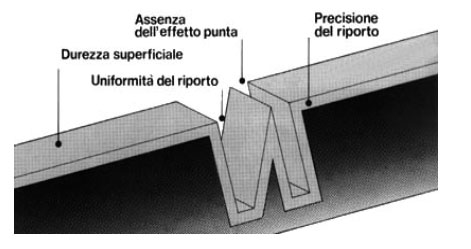
Trattandosi di un processo chimico e non elettrolitico si ottiene un rivestimento di spessore estremamente uniforme (che evita la rettifica successiva alla deposizione) indipendentemente dalla geometria del pezzo, evitando cosi gli inconvenienti propri dei trattamenti elettrolitici.
Rappresenta pertanto la soluzione ideale a problemi di usura in fori, zone sottosquadra e particolari con sagome complesse. L’unica condizione necessaria affinché la deposizione risulti costante è che ci sia ricambio di soluzione nella zona interessata. È possibile effettuare la deposizione a telaio o a rotobarile a seconda delle caratteristiche del manufatto e delle esigenze del cliente. |
||||||||||||||||||||||||||||
| CARATTERISTICHE FISICHE |
|
||||||||||||||||||||||||||||
| PROPRIETA’ MECCANICHE | Un deposito di nichel chimico ha una durezza di 500-600 HV, pari già da sola ai migliori acciai induriti. E' possibile aumentare la durezza effettuando un trattamento termico (ricottura) del pezzo rivestito ad una temperatura di 400°C per 1 ora oppure a temperature inferiori (min. 280°C) per 8 ore, ottenendo circa 900 HV , valori similari a quelli raggiungibili con la cromatura a spessore. Il trattamento termico contribuisce anche ad elevare la resistenza all'usura. | ||||||||||||||||||||||||||||
| COMPORTAMENTO ALLA CORROSIONE | Prove in nebbia salina hanno indicato che il nichel chimico è superiore per quanto riguarda la resistenza alla corrosione ai depositi di nichel elettrolitico di uguale spessore. Questo perchè il nichel chimico è meno poroso del nichel elettrolitico per un uguale spessore di deposito . La resistenza alla corrosione dipende molto anche dal ciclo usato nella preparazione delle superfici (es. superfici lucidate rispetto a superfici sabbiate) La resistenza alla corrosione e' migliore se il pezzo non subisce ricottura. |
||||||||||||||||||||||||||||
| FINITURE |
Nella tabella seguente si può prendere visione delle tipologie di finiture attualmente realizzabili
|
||||||||||||||||||||||||||||
| MATERIALI RIVESTIBILI | Possono essere rivestiti dopo opportuni
trattamenti i seguenti materiali: • Ferro • Acciai al carbonio anche trattati termicamente • Ghise • Rame e sue leghe • Ottone • Alluminio e sue leghe |
||||||||||||||||||||||||||||
| TRATTAMENTI TERMICI DOPO LA NICHELATURA |
Allo scopo di migliorare l’aderenza del deposito di nichel dopo la deposizione è opportuno effettuare un trattamento di deidrogenazione come riportato nella tabella sottostante. È possibile aumentare la durezza dello strato di nichel depositato effettuando trattamenti a temperature superiori ai 280 °C in questo caso si dovrà tener conto delle caratteristiche del materiale di base che potrebbe cambiare le sue caratteristiche meccaniche o dimensionali.
|
||||||||||||||||||||||||||||
| LIMITI DIMENSIONALI |
Attualmente Bettini è in grado di nichelare particolari con le dimensioni massime elencate di seguito: |
||||||||||||||||||||||||||||